Вруће поцинковани ексери се добро продају
Претходни брушени процес је усвојио обичан процес хладног повлачења.Након што су свилени ексери извучени, било је потребно полирати иверје.Због употребе дрвне сјечке, пао је у ваздух, што је резултирало тешким загађењем ваздушним честицама.Боја боје треба да сачека више од пола сата на ваздуху да се осуши.Иако изолује и користи активни угљен за адсорпцију, ипак ће изазвати одређени иритирајући мирис, који није погодан за здравље особља.

Сврха проналаска је да се превазиђе недостатак постојеће технологије, обезбеђујући производни процес са једноставном занатом, високом производном ефикасношћу, добрим квалитетом производа и малим загађењем животне средине.Да би се решили горе наведени технички проблеми, процес производње ексера за котрљање описан у овом проналаску укључује кораке
(А) Припремите металне материјале потребне за нокте.
(Б) Уклоните оксидативну кожу да бисте очистили површину металног материјала и користите мазиво за хлађење челика за чишћењепулл;може смањити вештачке губитке и смањити загађење животне средине.Погодно за индустријску производњу.
Угао: 15 степени раван или 16 степени конусни, 11 степени, 0 степени.
Пречник: 0,083" 0,092" 0,099" 0,113" 0,120" 0,131" 0,148".
Дужина: 25мм-130мм.
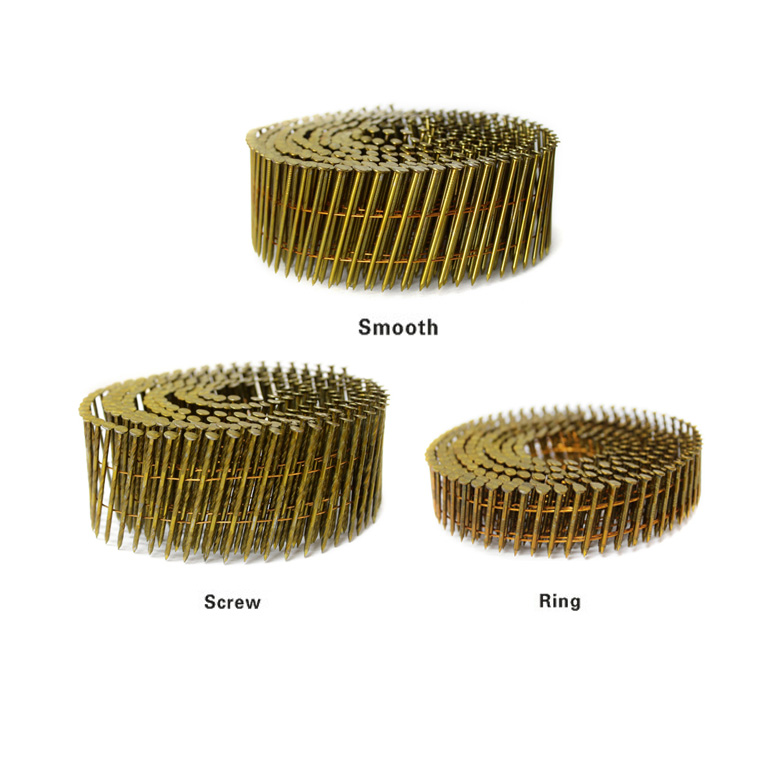
Дршке: глатке, прстенасте, вијчане.
Тачка: дијамант, длето, туп.
Завршна обрада: светла, Е.Галв.М.Галв.ХД Галв.304 316 нерђајући челик.